 |
Главная |


Технология изготовления бортовой секции
|
из
5.00
|
Таблица 3.1
| Тип секции | Эскиз типовой секции | Характеристика типовой секции | Сборка по традиционной технологии | |
| Предварительно изготовляемые узлы | Последовательность выполнения работ | |||
| Бр.Х |
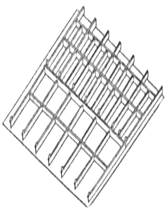
| Набор двух направлений одной высоты; шельф палубы разрезной, без набора; наружная обшивка плоская. | Полотнище наружной обшивки. | 2,24,35,38,7,40,56,64,30,7,65,142,144,10,145,147,148,149,150,143,151,10,152,153,157,156,155. |
Таблица 3.2
Перечень, шифры и содержание работ, выполняемых при изготовлении бортовой секции Х секций.
| Наименование работы | Код работы |
| Подготовка стенда | №2 |
| Сдача конструкции под сварку | №7 |
| Контроль сварных швов | №10 |
| Укладка полотнища наружной обшивки | №24 |
| Удаление временных креплений | №30 |
| Разметка полотнища | №35 |
| Установка р.ж. и набора главного нап. | №38 |
| Приварка наб. гл. напр. к п. | №40 |
| Установка перекрестных р.ж. | №56 |
| Установка деталей россыпи | №64 |
| Сварка набора | №65 |
| Установка доизоляционного насыщения | №142 |
| Установка доизоляционного насыщения(к) | №143 |
| Установка и приварка обухов | №144 |
| Освободить от оснастки | №145 |
| Контуровка | №147 |
| Нанесение контрольных линий | №148 |
| Снятие секции и узла | №149 |
| Кантование | №150 |
| Подварка швов | №151 |
| Замеры секции и узла | №152 |
| Сдача на качество | №153 |
| Грунтовка секции | №155 |
| Маркирование | №156 |
| Установка наружных стенок лючины | №157 |
| Шифр работ | Содержание и наименование работ |
| Подготовка стенда фальшкомингса лючин. Удалить временные крепления на стенде, зачистить места их приварки; проверить стенд на горизонтальность и прямолинейность согласно ОСТ5.9324-79. | |
| Сдача конструкции под сварку. 1) Проверить правильность сборки согласно, чертежей и плазовых данных; 2) Проверить правильность подготовки кромок под сварку; 3) Проверить чистоту кромок. В случае их загрязнения очистить в соответствии с ОСТ5.9092-81. | |
| Контроль сварных швов: 1. Осуществить контроль сварных швов в соответствии с ОСТ5.1093 – 78 и схемой контроля сварных швов; Исправить дефекты сварных швов в соответствии с ОСТ5.1078-76. | |
| Укладка полотнища наружной обшивки или настила второго дна на стенд. Подать краном полотнища, уложить на стенд, обжать и закрепить. Прикрепление производить только по контуру полотнищ. | |
| Удаление временных креплений: 1. Удалить газовой строжкой или газовой резкой фиксирующие стойки, гребенки, планки, раскрепляющие стойки, установленные при сборке конструкций. Места их приварки зачистить; 2. Допускается удалять временные крепления скалыванием по шву при условии сохранения основной конструкции. | |
| Разметка полотнища. Произвести разметку полотнища согласно ОСТ5.9324-79. Линии разметки накернить. Примечание. При внедрении надежного устройства шагового применения полотнища на поточных линиях разметка мест установки набора главного направления на плоских секциях не производится. | |
| Установка ребер жесткости главного направления на полотнище: 1) Подать краном ребра жесткости на полотнище, разложить их согласно чертежам, вдоль линии разметки; 2) Установить ребра жесткости по разметке под малку или угольник, обжать к полотнищу и закрепить прихватками. | |
| Приварка набора главного направления к полотнищу. Приварить набор главного направления автоматом или полуавтоматом напроход симметрично относительно продольной оси полотнища. В местах недоступных автомату - применять полуавтоматическую сварку. | |
| Установка перекрестных разрезных ребер жесткости. 1) Разложить ребра жесткости согласно чертежам вдоль линии разметки; 2) Установить ребра жесткости по линиям разметки под малку или угольник с подгонкой по набору главного направления, закрепить к полотнищу и набору главного направления прихватками; 3) Разложить части шельфа палубы вдоль линии разметки, установить их по линиям разметки под малку или угольник с подгонкой по набору и ранее установленной части шельфа, состыковать части между собой и с набором, обжать и закрепить прихватками к наружной обшивке. | |
| Установка деталей россыпи. Установить детали россыпи согласно чертежам и закрепить электроприхватками. | |
| Сварка набора. Сварить набор между собой и с полотнищем, по ячейкам с общим направлением сварки от середины секции к её краям, выполняя сначала сварку набора между собой, затем приварку его к полотнищу. Примечания: 1. Сварка набора между собой и приварка его к полотнищу может производиться параллельно сборке, но только в объеме завершенного участка работ, а именно 2. В районе между вертикальным килем и первыми стрингерами (одновременно по обеим сторонам от диаметральной плоскости секций); 3. В районе между первыми и вторыми стрингерами. При этом сдача набора под сварку должна производиться также по завершенным участкам. 4. Если в днищевой секции предусмотрен предварительный развал, то перед началом приварки набора к полотнищу следует освободить его от фиксации к постели до первого крайнего (бортового) стрингера. | |
| Установка и приварка доизоляционного насыщения: 1. Разметить места установки насыщения; 2. Сделать вырезы, зачистить кромки; 3. Установить насыщение согласно чертежу; 4. Сдать установку насыщения под сварку; 5. Приварить насыщение полуавтоматом в двуокиси углерода или вручную, выполняя сварку симметрично относительно продольной и поперечной осей секции. | |
| Установка и приварка доизоляционного насыщения после кантования секции. Выполнить с обратной стороны секции установку и приварку корпусного насыщения аналогично операции №142. | |
| Установка и приварка обухов для кантования и транспортирования: 1) Установить обухи в соответствии со схемой кантовки и транспортирования секции, сдать под сварку; 2) Раскрепить при необходимости секцию временными ребрами жесткости; 3) Приварить обухи; 4) Приварить набор корпусной конструкции в районе обухов в объеме, предусмотренном схемой кантования и транспортирования секции. | |
| Освободить секцию или узел от закрепления к оснастке. | |
| Определения изгиба секции. Определить согласно ОСТ5.9324-79 изгиб секции путем замера зазоров, образовавшихся между секцией и лекалами или стойками постели. Если постель имеет предварительный развал, то замеры следует производить с учетом величины развала. Изгиб секций, собираемых на постелях высотой 800 мм и менее, необходимо проверять со стороны набора с помощью шлангового ватерпаса. | |
| Контуровка: 1. Проверить габаритные размеры секции или узла; 2. Удалить припуски по кромкам секции газовой резкой, разделать кромки под сварку согласно чертежу, зачистить кромки. | |
| Нанесение контрольных линий. Нанести контрольные линии согласно ОСТ5.9324-79, накернить их, отметить краской. | |
| Снятие секции или узла с оснастки. Снять секцию или узел краном, подать на сборочный стенд или площадку для сдачи и доделки, установить секцию иди узел на опоры. | |
| Кантование. Перекантовать секцию или узел в соответствии со схемой кантования и транспортирования. | |
| Подварка швов: 1. Подготовить сварные швы корпусных конструкций и насыщения для подварки; 2. Подварить сварные швы в последовательности, аналогичной сварке основного шва. | |
| Замеры секции или узла согласно ОСТ5.9324-79. | |
| Сдача секции или узла на комплектность и качество. | |
| Грунтовка секции: 1. Провести грунтовку секции согласно ведомости грунтовки и ОСТ5.9566-83 монтажные кромки шириной 50-75 мм не грунтовать; 2. Восстановить контрольные линии, нанесенные на секции, отметить их белой краской. | |
| Маркирование. Выполнить маркирование секции или узла с лицевой и внутренней стороны белой краской. Маркировку обвести краской. | |
| Установка наружных стенок лючины. |
Контроль качества.
Таблица 4.1
Классификация и определения нормируемых местных деформаций обшивки.
| Вид | Определение | Тип | Эскиз |
| Бухтиноватость | Отклонения обшивки от плоскостности или заданных плазовых обводов в виде чередования гребней и впадин, возникающие в результате потери устойчивости, вызванной остаточными укорочениями сварных соединений. | I Бухтиноватость обшивки на участках между набором | 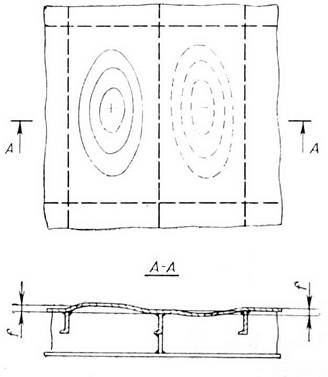
|
| Ребристость | Отклонения обшивки от плоскостности или заданных плазовых обводов в виде впадин, возникающие в результате возникновения угловых деформаций от приварки набора. | II Изгиб полотнища или набора в поперечном направлении | 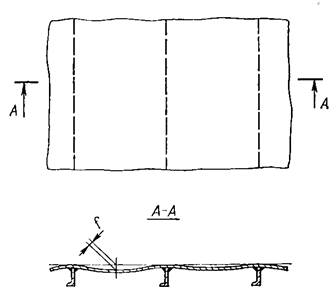
|
| Угловые деформации | Искажение заданных чертежом или плазом углов между свариваемыми элементами набора в результате возникновения угловых сварочных деформаций. | VI «Домик» в плоскости стенки набора | 
|
| VII «Домик» при стыках набора (из плоскости стенки набора) | 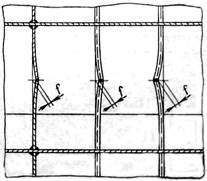
| ||
| VIII Перекос между стенкой набора и обшивкой | 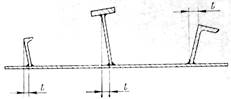
| ||
| IX Перекос между пояском и стенкой набора | 
| ||
| Провал ребра | Местные отклонения от прямолинейности или плазовых обводов в виде остаточных прогибов балок набора совместно с обшивкой | V Изгиб р.ж. в основной плоскости наружной обшивки | 
|
Контроль качества работ при изготовлении конструкции должен осуществляться производственными и контрольными мастерами УКП, технологической службой цеха-изготовителя, специалистами НТУ, при этом необходимо руководствоваться требованием чертежей, пунктами технологического процесса и нормативно-технической документацией.
При этом проверяется:
1) Качество деталей, поступающих на сборку;
2) Качество сборки под сварку;
3) Качество выполненных сварных швов;
4) Приемка готовой конструкции.
1. Детали, поступающие на сборку, должны быть подвергнуты внешнему осмотру. При этом проверяется:
- Наличие маркировки и клеймо ОТК, подтверждающего марку материала;
- Форма и размеры деталей,
- Угол скоса кромок, глубина разделки и размер притупления кромок,
- Качество обработки свариваемых поверхностей (отсутствие на кромках трещин, вырывов и др. дефектов),
- Чистота деталей (отсутствие ржавчины, окалины, масел, влаги и др. загрязнений).
- Наличие припусков в соответствии со схемой припусков.
2. При контроле качества сборки под сварку проверяется:
- Качество сборки деталей и узлов под сварку,
- Правильность сборки и расположение деталей в конструкции,
- Узлы разделки кромок, величины зазора между деталями,
- Чистота поверхности свариваемых кромок и мест положения швов,
- Правильность расположения, размеры и качество прихваток, гребёнок, подъёмных приспособлений, качество прихваток и швов технологических креплений.
3. Сварные соединения должны быть подвергнуты и приняты службой технического контроля предприятия.
Технический контроль сварных соединений должен включать:
а) Входной контроль,
б) Производственный контроль,
в) Операционный контроль,
г) Приемочный контроль.
Операции технического контроля по всем его видам должны быть внесены в технологический процесс изготовления конструкции согласно ОСТ5Р.1093-93.
а) Входной контроль включает контроль основных и сварочных материалов, выполняемых при выполнении контроля.
б) Производственный контроль включает:
- контроль квалификации дефектоскопистов;
- контроль подготовки инженерно-технических работников сборочно-сварочного производства;
- контроль состояния сварочного оборудования;
- контроль состояния сборочно-сварочного инструмента и оснастки.
в) Операционный контроль включает:
- контроль качества сборки под сварку;
- контроль технологии и качества выполнения сварных соединений.
г) При приёмочном контроле следует применять:
- визуальный и измерительный контроль;
- контроль радиографическим методом;
- контроль ультразвуковым методом;
- контроль методом испытания на непроницаемость и герметичность.
Неразрушающую диагностику всегда начинают с проведения визуального и измерительного контроля (ВИК). Его проводят с использование оптических систем и формированием пучков световых лучей, отражённых от поверхности изделия. При ВИКе используются: микроскопы, эндоскопы, линзы, радиусные шаблоны, измерительные щупы, угломеры и т.п.
Измерительный контроль - вторая часть ВИК. Измерением называют нахождение, значение физической величины опытным путём с помощью средств измерения.
По сравнению с другими методами неразрушающего контроля визуальный контроль легко применим и относительно недорог. Доказано, что этот метод контроля является надежным источником точной информации о соответствии сварных изделий техническим условиям.
Радиографический и ультразвуковой методы контроля следует применять как самостоятельные методы, так и в сочетании друг с другом.
Ультразвуковой метод применяют для контроля стыковых и тавровых сварных соединений листового проката с толщиной от 6 до 40 мм включительно.
Радиографическим и ультразвуковым методом следует контролировать сварные соединения, имеющие 100% провар корня шва.
Сварные соединения, подлежащие контролю непроницаемость и герметичность, должно устанавливать предприятие проектант и указывать в проектной документации.
4. Окончательно изготовленная конструкция в объёме требований чертежа проверяется на непроницаемость и герметичность.
После сварки у конструкции могут появиться ряд сварочных деформаций. Виды возможных деформаций и меры их устранения приведены в ОСТе 5.9079-80 (Таблица 4.1).
|
из
5.00
|
Обсуждение в статье: Технология изготовления бортовой секции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы