 |
Главная |


Технологически необходимое число рабочих
|
из
5.00
|
Технологически необходимое число рабочих определяется по формуле:
Рт= T П /Фт,
где Фт – годовой фонд времени технологически необходимого рабочего, определяется продолжительностью смены, количеством смен и числом рабочих дней в году:
Фт=(Дкг-Дп)Тсм-ДппКсм,
где Дкг – количество дней в текущем календарном году;
Дп – количество праздничных дней в году (5);
Тсм – продолжительность рабочей смены (12 ч.);
Дпп – количество предпраздничных дней, когда рабочий день сокращается на 1 час (5);
Ксм=1 – коэффициент сменности (количество смен).
Фт=(Дкг-Дп)Тсм-ДппКсм=(340-5)12-5*1=4015 ч.
Технологически необходимое число рабочих на малярном участке:
Рт= T П./Ф т=17640/4015=4,4. Принимаем 5 чел.
2.5.2Штатное число рабочих
Штатное число рабочих определяется по формуле:
Рш= T П /Фш,
Где Фш – годовой фонд времени штатного рабочего. Определяется аналогично годовому фонду времени технологически необходимого рабочего с учетом отпуска и невыходов по уважительной причине:
Фш=(Дкг-Дп-Дот-Дуп)Тсм-ДппКсм,
где Дот – продолжительность отпуска – 28 дня;
Дуп – количество невыходов по уважительной причине – 14 дней.
Фш=(Дкг-Дп-Дот-Дуп)Тсм-ДппКсм=(340-5-28-14)12-5*1=3511 ч.
Рш= T П /Фш=17640/3511=5,1. Принимаем 6 чел.
2.5.3Число вспомогательных рабочих
Количество вспомогательных рабочих принимается равным 15…20% от штатного числа рабочих:
Рвсп=0,15 Рш.
Рвсп=0,15Рш=0,15*6=0,9. Принимаем 1 чел.
Общее число рабочих
Общее число рабочих на участке:
Роб.куз.уч.=Рш+ Рвсп.
Роб.куз.уч=6+1=7 чел.
Общее число рабочих на СТО:
Роб.СТО= Роб.куз.уч+ Роб.мал.уч+ Роб.м.уч+Рпер.
Рпер=14– численность персонала (ИТР, служащие, МОП и ПСО).
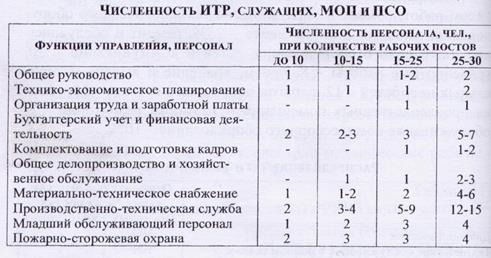
Табл. 4. Численность управляющего персонала
Роб.СТО=8+7+7+14=36 чел.
Выбор оборудования
При выборе оборудования используется прайс-лист фирмы-поставщика автосервисного оборудования «Олимп Авто». Весь перечень занесён в таблицу 5.
Табл. 5. Оборудование малярного участка
| Виды работ | Количетво постов | Вид оборудования | Производитель | Описание | Количество | Размеры мм | Занимаемая площадь м кв. | Цена | |
| Малярный участок | 3 | 1. Покрасочно-сушильная камера Митра инжиниринг Универсал | Россия - Италия | Покрасочно-сушильная камера - внутр.размер15х5х4,5 м, дверь для персонала,3 теплогенератора на дизельном топливе, тепловая мощность 300-900 кВт, потребляемая мощность 52 кВт, питание 380 В, приточка/вытяжка 54.000-75.000 куб.м/час, до 80 град., стандартное освещение - верхнее15блоков 4Х 56 Вт и бок 14 блоков 4х56 Вт, дополнительная теплоизоляция 50 мм | 1 | 7000х5000х4500 | 35 | 1446262 руб. | |
| 2. Зона подготовки к покраске Митра инжиниринг Universal D | Россия | Зона подготовки к покраске на 2 а/м, 2 пленума 6.2x3.6 м, агрегат прит/вытяжн SMP 18, агрегат вытяжн С 10, решетки 16 кв м, фильтра сухой очистки, 18 000 куб/час, мощн 11 кВт, освещение 36 х 56 Вт | 1 | 6200х3600 Х 2 | 45 | 682200 руб. | |||
| 3. Инфракрасная сушка IWATA VIU100060 | Япония | Передвижная 6 шт 500 мм лампы по 1 кВт.Зона сушки 100х200 | 1 | 800х1600х1400 | 1,3 | 132120 руб. | |||
| 4. Краскопульт Anest Iwata W400 WB | - | Входное давление воздуха: 1.8 бар Расход воздуха: 230 л/м Объём пластикового бачка: 0.6 л Вес: 630 г. | 3 | - | - | 5544 руб. | |||
| 5. Моечные установки для покрасочных пистолетов Iwata IWK 6000 | Япония | - | 1 | 600х400х1200 | 0,3 | 80460 руб. | |||
| 6. Компрессор ABAC - Formula ES 7,5 | - | Мощность 7,5 кВт, объем 275 л. | 1 | 1030x615x1045 | 0,7 | 184856 руб. | |||
| 7. Фильтрационный модуль тонкой очистки ГАРО ФМ 60/16 | Россия | Класс очистки воздуха по ГОСТ 174333-80: по твердым частицам - 1, максимальное рабочее давление 16 атм, пропускная способность при максимальном рабочем давлении 1200л/мин, масса 21 кг. | 1 | 340х220х900 | 0,1 | 12300 руб. | |||
| 8. Осушитель воздуха ABAC - ЕА6000 | - | Мощность 2,17 кВт, производительность 6 м.куб/мин, масса 103 кг. | 1 | 480x803x978 | 0,4 | 86576 руб. | |||
| 9. Пневмоинструмент шлифовальный Festool ES 125 EQ | - | Возможность ведения одной рукой благодаря малому весу и компактной конструкции корпуса. Повышенная безопасность работы - защита поверхности от <зарезания> благодаря системе торможения тарелки. | 2 | - | - | 12400 руб. | |||
| 10. Верстак однотумбовый Феррум | Россия | Тумба с 6 ящиками, оцинковка 1,5 мм, нагрузка на ящ. 25 кг. | 2 | 1000x686x845 | 0,5 | 12050 руб. | |||
|
|
| 11. Тележка инструментальная Феррум | Россия | 6 ящиков, ц/замок | 1 | 759х451х828 | 0,4 | 9900 руб. | |
|
|
| Всего: | 89,2 | 2705206 руб. |
Технология покраски
Окраска кузова автомобиля является процессом многостадийным (табл.3) и предполагает наличие большого опыта у ее исполнителя. Каждый из слоев лакокрасочного покрытия (а их число может достигать 5 – 7) имеет определенное назначение и исключение любого из них приводит к ухудшению защитных или декоративных свойств нового покрытия.
Основной причиной повреждений лакокрасочных покрытий являются частые удары мелкими камешками, вылетающими из-под колес проезжающего транспорта. Имеет смысл регулярно подкрашивать самые мелкие повреждения эмали, т. к. это позволяет предотвратить появление коррозии и избежать более крупного ремонта.
Для подкрашивания кузова обязательно применяют ту же марку эмали, которая была использована при окрашивании автомобиля заводом-изготовителем. Малейшие отклонения в оттенках краски сразу становятся заметны после ее высыхания. Номер соответствующего тона краски указывается изготовителем на табличке, которая находится в моторном отсеке правой стороны рядом с заводской табличкой с обозначением модели автомобиля (или кузова) и иногда на листке бумаги, приклеенном изнутри крышки багажника. Но даже при использовании заводской эмали возможно проявление расхождений в цвете. Это объясняется изменением первоначальной окраски под воздействием старения, ультрафиолетового (солнечного) облучения, резких колебаний температуры и химического воздействия окружающей среды (дождь, снег, загрязнение).
На металлизированных покрытиях для удаления следов от поверхностных царапин и ударов камешками, когда происходит лишь отделение покровного лака, и металлическая поверхность не обнажилась, используют эмалевый карандаш. Если повреждение мелкое или нужно нанести грунтовку на маленький участок, пользуются самоклеющейся лаковой фольгой.
Более глубокие повреждения от ударов камнями, в которых уже образовались следы ржавчины, обрабатывают специальным механическим инструментом (проволочной щеткой, наждаком и т. п.) для удаления ржавчины и появления блестящего слоя металла. При этом очень важно полностью удалить ржавчину.
Для полной подготовки поверхности к нанесению лакокрасочного покрытия проводят следующие операции:
- механическое восстановление поверхности (правку, пайку, сварку, рихтовку);
- удаление старого лакокрасочного покрытия и продуктов коррозии;
- обезжиривание окрашиваемой поверхности;
- фосфатирование и грунтование;
- шпатлевание и шлифование.
При грунтовании на чистую металлическую поверхность наносят тонкий слой грунтовки при помощи тонкой кисти. После высыхания на загрунтованную поверхность также кистью наносят лак. Лаку дают полностью высохнуть. В отсутствии лака допускается окраска требуемой эмалью, причем, нанося ее тонкими слоями, чтобы не было подтеков. Эмали дают полностью высохнуть. Наносят эмаль до тех пор, пока выемка не будет заполнена, а обрабатываемый участок не будет отличаться от остальной поверхности. При более глубоких повреждениях необходимо восстановить поверхность методом правки и рихтовки и подготовить кузов к окраске.
Перед окраской кузов автомобиля тщательно моют шампунем, чтобы при последующей шлифовке пыль не повредила поверхность и не оказалась включенной в свежий слой эмали.
Окраску проводите только при температуре выше + 15" С, избегая попадания прямых солнечных лучей на окрашиваемые поверхности.
Табл. 6. Последовательность операций при окраске кузовов
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ОКРАСКЕ КУЗОВОВ
| № | Операция |
| 1 | Подготовка поверхности |
| 2 | Нанесение первого слоя грунта |
| 3 | Сушка |
| 4 | Нанесение шпатлевки |
| 5 | Сушка |
| 6 | Шлифование |
| 7 | Нанесение выявительного слоя краски |
| 8 | Сушка |
| 9 | Шпатлевание поверхности кузова |
| 10 | Сушка |
| 11 | Шлифование |
| 12 | Нанесение первого слоя краски |
| 13 | Сушка |
| 14 | Нанесение второго слоя краски |
| 15 | Сушка |
| 16 | Нанесение третьего слоя краски |
| 17 | Сушка |
| 18 | Нанесение четвертого слоя краски |
| 19 | Сушка |
| 20 | Нанесение пятого слоя краски |
| 21 | Сушка |
| 22 | Полирование |
|
из
5.00
|
Обсуждение в статье: Технологически необходимое число рабочих |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы