 |
Главная |


Ультразвуковая колебательная система стационарных станков
|
из
5.00
|
Как было отмечено в предыдущих разделах, при проектировании ультразвуковых колебательных систем для ультразвуковых станков необходимо обеспечить увеличение амплитуды колебаний рабочего инструмента приблизительно в 10 раз при помощи концентраторов. Однако, при создании стационарных ультразвуковых станков для серийных и специализированных производств (станки четвертого и пятого типа), предназначенных для выполнения отверстий диаметром более 40 мм (до 120 мм), разработанные ранее малогабаритные колебательные системы оказываются непригодными.
Обусловлено это тем, что максимальный диаметр используемых в них пьезоэлементов составляет 40 мм. Для получения коэффициента усиления, приблизительно равного 10 при диаметре инструмента 40 мм необходимо использовать пьезоэлектрические элементы диаметром не менее 120 мм. Применять такие пьезоэлементы невозможно, т.к. максимальный диаметр выпускаемых промышленностью пьезоэлементов не превышает 70 мм. Поэтому, при создании ультразвуковой колебательной системы стационарных станков для серийных и специализированных производств используется классическая двух полуволновая схема построения колебательной системы.
В двух полуволновой УЗ колебательной системе, выполненной на основе пьезокерамических материалов, применяются преобразователи типа "сэндвич", предложенные Ланжевеном. Такие преобразователи состоят из двух металлических накладок цилиндрической формы, между которыми закреплены активные элементы из пьезокерамики. Металлические накладки действуют как добавочные массы и определяют резонансную частоту преобразователя. Возбуждение активного элемента осуществляется таким образом, что вся система работает как полуволновой резонансный преобразователь.
Типичная схема полуволнового преобразователя показана на рисунке 5.16. Преобразователь состоит из двух пьезокерамических кольцевых элементов 1, излучающей накладки 2, отражающей накладки 3, и стягивающего болта 4. Для электрической изоляции внутренней цилиндрической поверхности пьезоэлементов от металлического стягивающего болта применяется изолирующая втулка.
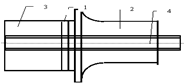
Рисунок 5.16 - Полуволновой пьезоэлектрический преобразователь
Отражающая накладка выполнена стальной, а для изготовления излучающей накладки использованы титановый сплав типа ВТ3 или алюминий. Выбор материалов накладок с отличающимся в три раза удельным волновым сопротивлением позволяет повысить приблизительно в три раза амплитуду колебаний на рабочей поверхности излучающей накладки без применения концентраторов.
Для дальнейшего увеличения амплитуды колебаний применены, ступенчато-экспоненциальные концентраторы и использована методика расчетов, изложенная в предыдущих разделах. Теоретические расчеты по методике, изложенной во втором разделе, и практическая отработка различных вариантов концентраторов позволили выбрать оптимальные конструкции и создать показанную на рисунке 5.16 практическую конструкцию концентратора для выполнения отверстий диаметром до 60 мм.
Для исключения неизбежных потерь в резьбовых соединениях рабочий инструмент выполнен заодно с концентратором.
Внешний вид колебательных систем для стационарных ультразвуковых станков показан на рисунке 5.17 на переднем плане. Корпус разработанных колебательных систем выполняется из алюминиевого сплава и имеет вентиляционные отверстия для охлаждения колебательной системы. В торцевой поверхности корпуса колебательной системы выполнен стандартный хвостовик для крепления преобразователя в стандартных патронах обычных обрабатывающих станков. Для сравнения на этом же рисунке представлены малогабаритная колебательная система, выполненная по полуволновой ступенчато-экспоненциальной схеме (в центре), и двух полуволновая колебательная система со сменными рабочими инструментами. Представленные на рисунке 5.17 четыре колебательные системы входят в комплект ультразвуковых станков для серийных производств. Ультразвуковые колебательные системы для выполнения отверстий диаметром 24…60 мм (показанные на переднем плане на рисунке 5.17) выполнены в двух вариантах - для ручного сверления и для крепления в патронах металлообрабатывающих станков. Для ручного выполнения отверстий диаметром до 20 мм без переноса обрабатываемого материала на рабочий стол используется колебательная система, выполненная по двух полуволновой схеме со сменными рабочими инструментами (на заднем плане справа на рисунке 5.17).

Рисунок 5.17 - Концентратор ультразвуковой колебательной системы стационарных станков
Приведенные ранее практические формулы и рекомендации позволяют сконструировать и изготовить УЗ колебательные системы для комплектации станков для серийных производств, показанные на рисунке 5.18 и имеющие следующие технические характеристики:
| Принцип преобразования электрических колебаний в механические ультразвуковые | пьезоэффект |
| Частота колебательной системы, кГц | 22±1,6 |
| Габаритные размеры с корпусом без учета рабочих инструментов, мм, не более | 90x250 |
| Масса, кг, не более | 3 |
| Амплитуда колебаний рабочего инструмента при максимальной мощности, мкм, не менее | 30 |

Рисунок 5.18 - Ультразвуковые колебательные системы стационарных станков
Для комплектации ультразвуковых специализированных станков, предназначенных для выполнения отверстий диаметром более 60 мм, разработаны и изготовлены различные варианты концентраторов, показанные на переднем плане на рисунке 5.19.

Рисунок 5.19 - Концентраторы и ультразвуковые колебательные системы специализированных станков
Показанные на рисунках концентраторы выполнялись по двум различным схемам: в виде концентратора, выполненного заодно с большим по диаметру рабочим инструментом (на рисунке 5.18 справа) и в виде расходящихся конусов с внутренней концентрирующей экспоненциальной или ступенчатой поверхностями (на рисунке 5.18 в центре и справа). На практике лучшие результаты были получены с помощью концентраторов первого типа. Они обеспечили выполнение отверстий диаметром 120 мм с производительностью не менее 1 мм/мин.
|
из
5.00
|
Обсуждение в статье: Ультразвуковая колебательная система стационарных станков |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы