 |
Главная |


Контроль изготовления литейных форм
|
из
5.00
|
Контроль качества изготовления литейных форм в технологическом процессе занимает центральное место, в том числе, и по влиянию на качество литой заготовки.
Большинство видов дефектов отливок – газовые, песочные раковины, перекосы, ужимины, пригар – связаны в той или иной степени с отдельными характеристиками литейной формы. Эти характеристики – прочность, газопроницаемость, газотворная способность, податливость и составляют элементы, определяющие качество формы.
Вышеназванные характеристики литейной формы находятся в прямой зависимости от следующих условий:
− свойств формовочных и стержневых смесей;
− степени уплотнения смеси в форме и возможного дополнительного отверждения формы и стержня;
− распределения плотности по высоте формы;
− тщательности (качества) отделочных операций – исправления повреждений, возникших при извлечении моделей, напыления (окраски) рабочей полости противопригарным материалом, дополнительного вентилирования;
− качественной сборки формы с применением контрольных приспособлений (шаблонов), особенно сложной формы с несколькими стержнями;
− периодического контроля точности центрирующих и крепежных устройств опок.
Очень важной операцией при изготовлении разовой песчано-глинистой литейной формы для качества отливки является отделка формы перед сборкой.
К операции отделки после извлечения моделей относятся исправление повреждений, удаление мусора из полости формы, нанесение противопригарных покрытий. Перед отделкой проверяется степень уплотнения смеси измерением поверхностной твердости формы.
На рисунке 4 показано, как после установки стержней 3 в нижнюю полуформу 1 наложением шаблона 2 проверяется их взаимное расположение в форме.
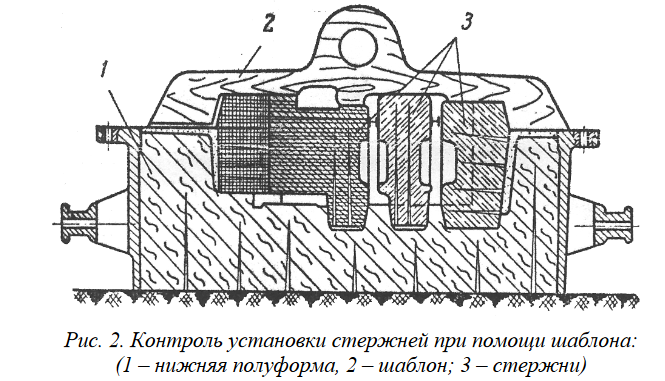
1 – нижняя полуформа; 2 – шаблон; 3 – стержни.
Рисунок 4 – Контроль установки стержней при помощи шаблона
Контроль песчано-глинистых форм проводят на основе технологических инструкций технологи и мастера на рабочих местах формовочного отделения литейного цеха. При ручной формовке контрольными показателями являются:
- надежность укрепления выступающих частей формы стальными крючками и «солдатиками» (при набивке формы) или шпильками, гвоздями (при отделке формы);
- число и расположение вентиляционных каналов;
- правильность установки холодильников;
- оформления в форме каналов элементов литниковой системы;
- надежность установки и фиксации стержней при сборке формы;
- степень уплотнения смеси в форме, определяемая с помощью твердомеров (рисунок 5).

а — шариковый для сырых форм; б — с иглой для химически затвердевших форм;
1 – опорная поверхность; 2 – шарик; 3 – стальная игла; 4 – пружина; 5 – шток неподвижный; 6 – индикатор.
Рисунок 5 – Твердомеры
При машинной формовке объем контрольных операций резко снижается за счет отсутствия проверки качества уплотнения смеси в форме, которое обеспечивается наладкой механизмов формовочной машины или приборами автоматического регулирования, а также правильности оформления в форме элементов литниково-питающих систем, модели которых монтируют на модельных плитах. Учитывая возможный износ штырей и втулок, технолог и мастер формовочного отделения контролируют состояние и качество опочной оснастки.
Стержни являются ответственной частью формы, так как находятся в наиболее тяжелых условиях при заливке и затвердении жидкого металла. Отсюда и более высокие требования к ним по прочности, огнеупорности, газопроницаемости, податливости.
Контроль качества стержней – одно из условий получения качественных отливок. Внешним осмотром контролируется качество стержня перед установкой в форму. При этом проверяется целостность стержня, отсутствие трещин, непрокрашенных поверхностей. При обнаружении хотя бы одного из дефектов, стержни бракуются.
Контроль песчано-глинистых стержней проводят технолог и мастер стержневого отделения литейного цеха непосредственно на рабочих местах на основе технологических инструкций.
В процессе формовки стержней визуально контролируют:
- правильность установки каркасов и наличие вентиляционных систем, а на готовом стержне — прочность твердомером с иглой (рисунок 5, б);
- точность конфигурации и размеров;
- качество сушки и окраски (ровный слой, отсутствие подтеков).
Заключительной контрольной операцией является разбраковка стержней с целью предупреждения брака на последующих операциях. Учитывая износ стержневых ящиков, технолог и мастер систематически контролируют их состояние и правильность сборки (наличие и четкость фиксации отъемных частей, надежность крепления подъемов, повреждения рабочей поверхности и др.).
За качество выполнения всех приемов операции формовки отвечает исполнитель, т.е. формовщик. При сборке формы сложной отливки, когда для образования полостей и углублений нужно использовать несколько стержней, их взаимное положение контролируют шаблонами.
Весь этот комплекс мер и надлежащая организация контроля на операциях изготовления форм, стержней и сборки форм позволят существенно улучшить качество отливок, уменьшить вероятность появления дефектов в них, зависящих от качества литейной формы.
|
из
5.00
|
Обсуждение в статье: Контроль изготовления литейных форм |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы