 |
Главная |


Сварочно-технологические свойства.
|
из
5.00
|
Устойчивость дуги хорошая, разрывная длина дуги до 13 мм; формирование шва вполне удовлетворительное; склонность металла шва к образованию пор и трещин низкая; модификация флюса АН-348А требует более тщательной сушки; отделимость шлаковой корки вполне удовлетворительная.
Таблица 4.5 - Состав флюса АН-348А по ГОСТ 9087-81 в процентах
| SiO | MnO | Mg | СаF2 | СаО | Аl2O3 | Fе2О3 | P | S |
| 41-44 | 34-38 | 5-7,5 | 4-5,5 | < 6,5 | < 4,5 | < 2 | < 0,15 | < 0,12 |
Цвет зерен - коричневый с оттенками; размер зерен 0,35-3 мм; строение зерен - стекловидное; объемная масса 1,3-1,8 кг/дм3. Металлургические свойства. Относится к группе высококремнистых высокомарганцовистых оксидных флюсов с химической активностью Аф = 0,7-0,75. При сварке, наплавке под флюсом интенсивно протекают кремне и марганцевосстановительный процессы. Концентрация серы и фосфора в металле швов в среднем составляет 0,04% каждого. Ударная вязкость металла швов при 20°С обычно не превышает 120 Дж/см2. Данные для применения. Род и значение максимально допустимого  I, =; 1100 А; максимально допустимая скорость сварки 120 м/ч (два электрода); минимально допустимое напряжение холостого хода источника питания не ограничено; сушка при температуре 400°С, 2 ч; рекомендуемые проволоки: Св-08, Св-08А, Св-08ГА, Св-10Г2. [6]
I, =; 1100 А; максимально допустимая скорость сварки 120 м/ч (два электрода); минимально допустимое напряжение холостого хода источника питания не ограничено; сушка при температуре 400°С, 2 ч; рекомендуемые проволоки: Св-08, Св-08А, Св-08ГА, Св-10Г2. [6]
5. Расчет режимов сварки
Параметры режима сварки оказывают существенное влияние на форму и состав шва, и пути изменения их значений можно достичь желаемого результата при различном их сочетании. Основная задача сводится к определению такого сочетания параметров, при котором обеспечивается требуемое качество сварного соединения при максимальной производительности и минимальной стоимости процесса. При сварке соединений необходимо рационально использовать процесс расплавления электродов для того, чтобы заполнить зазор стыковых швов.
Сварка обечаек по продольным швам.
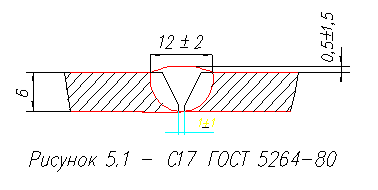
S=6 мм,
е=12 мм,
g=2,0мм.
1) глубина проплавления:
Нпр= S =6мм.
2) диаметр электродной проволоки:
Принимаем диаметр электрода d эл =2мм.
3) сила сварочного тока:
 , (5.1)
, (5.1)
где i- допустимая плотность тока, А/мм2.
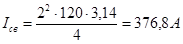 .
. 
4) напряжение дуги:
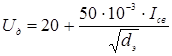 , (5.2)
, (5.2)
 .
.
5) площадь наплавки:
F н = F в + F з + F р , (5.3)
Ширина шва е=12мм;
 Высота выпуклости шва g =2,0мм.
Высота выпуклости шва g =2,0мм.
Площадь выпуклой части шва:
F в = e * g * μ, (5.4)
μ=0,75,
F в =0,75*12*2,0=18 мм2=0,18см2.
Площадь наплавки определяемая зазором:
F з =Нпр* b , (5.5)
F з =6*2=12 мм2=0,12 см2.
Площадь разделки:
F р =  , (5.6)
, (5.6)
F р =  .
.
F н =0,18+0,12+0,125=0,425 см2.
6) скорость подачи электродной проволоки
 (5.7)
(5.7)
где αр – коэффициент расплавления проволоки, г/А·ч;
dэ – диаметр электродной проволоки, мм.
Значение αр рассчитывается по формуле
 г/А·ч.
г/А·ч.
 м/ч=7,73 см/с.
м/ч=7,73 см/с.
7) скорость сварки:
 , (5.8)
, (5.8)
 где άн- коэффициент наплавки, г/А·ч; αн=αр·(1-ψ), где ψ – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 ψ = 0,1÷0,15; FВа – площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3÷0,7 см2.
где άн- коэффициент наплавки, г/А·ч; αн=αр·(1-ψ), где ψ – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 ψ = 0,1÷0,15; FВа – площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3÷0,7 см2.
ρ - плотность наплавленного металла.
αн=18,1·(1-0,1)=16,29 г/А·ч;
 =0,55 см/с.
=0,55 см/с.
|
из
5.00
|
Обсуждение в статье: Сварочно-технологические свойства. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы