 |
Главная |


Проследим последовательно все ветки дерева управления РКК.
|
из
5.00
|
 Сеть N2 (II уровня) для управления К1:
Сеть N2 (II уровня) для управления К1:
Если в ячейке Я1 на входе конвейера К1 есть заготовка, то Х01=1, открывается переход t9, и маркер проходит в позицию р15, где инициируется запись в СМ а1:= a1 о наличии заготовки в Я1 конвейера К1. Далее через t11 маркер попадает в р17, и начинается движение К1.
Если в ячейке Я1 на входе конвейера К1 заготовки нет, но включен режим непрерывной работы, то  01I2 = 1, и маркер через t10 проходит в р16, при этом в СМ производится запись а1:=0 об отсутствии детали в Я1 конвейера К1. Далее также инициируется движение конвейера К1.
01I2 = 1, и маркер через t10 проходит в р16, при этом в СМ производится запись а1:=0 об отсутствии детали в Я1 конвейера К1. Далее также инициируется движение конвейера К1.
При отсутствии заготовки на входе и режиме "по поступлению детали" 01  2 = 1, и маркер через переход t8 попадает на выход сети (позиция р20), не вызывая движения конвейера К1.
2 = 1, и маркер через переход t8 попадает на выход сети (позиция р20), не вызывая движения конвейера К1.
После перемещения конвейера на переходах t13 – t14 анализируется сбой К1 по значению переменной S4, которое формируется в сети N11 третьего уровня. Если S4=1 (сбоя нет), маркер проходит в р18, инициируя сдвиг содержимого ленты L1 на три двоичных ячейки (Уi1, Уi2, Уi3) вправо. В случае сбоя  4 = 1, маркер через переход t14 попадает в р19, при этом оператору выдается сигнал А4 об аварии на К1. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1, маркер проходит в р18 с выполнением соответствующих действий в СМ и далее – на выход сети.
4 = 1, маркер через переход t14 попадает в р19, при этом оператору выдается сигнал А4 об аварии на К1. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1, маркер проходит в р18 с выполнением соответствующих действий в СМ и далее – на выход сети.
Сеть N11 (III уровня), для описания движения К1 (и по аналогии – N12 и N13, движение К2 и К3):
 | |||
 | |||
Верхняя ветвь сети N11 описывает управление гидроприводом К1. В позиции р90 выдается сигнал Z41:=1 на рабочий ход штока гидроцилиндра. После ответа датчика Х41=1 о его выполнении маркер через t108 проходит в р91, где выключается рабочий ход (Z41: = 0) и включается возврат (Z40: = 1) штока гидроцилиндра. При появлении сигнала Х40 = 1 о возврате штока маркер через t110 попадает в p92, при этом отключается подача жидкости в гидроцилиндр.
Нижние ветви сети служат для контроля времени движения штока. В позиции р90 одновременно с сигналом Z41: = 1 включается таймер G4:=1 и S4 присваивается значение 0. Если все действия гидропривода уложились в контрольное время τ4 (Н4=0), то переходы t109 и t111 закрыты, и маркер проходит по верхней ветви, где в р92 переменной S4 присваивается значение 1 (сбоя нет). Если же выдержка τ4 истекла (Н4=1), а какой-либо из датчиков Х41 или Х40 не ответил, открывается соответствующий переход (t109 или t111), и маркер по нижней ветви уходит в р93. При этом выполнение операции прекращается и переменная исправности конвейера К1 остаётся S4:=0 (сбой).
Сети N12 и N12, описывающие движение К2 и К3, по конфигурации идентичны сети N11 и работают аналогично.
Сеть N3 и N4 (II уровня) для управления К2 и К3:
 | |||
| |||

 | |||
 | |||
Сеть N5 (II уровня) для управления ТО1/УК1:
 |
При наличии детали в ячейке Я8 конвейера К2 и отсутствии брака ТО1 в двух предыдущих циклах подряд, φ11φ1 = 1, маркер через переход t27 попадает в позицию р30, инициируя работу TO1/ УК1.
После отработки TO1/УК1 анализируется наличие сбоя и качество операции. При отсутствии сбоя и удовлетворительном качестве S1X12=1, маркер через t29 проходит в р31, при этом в СМ производится запись а8:=α21 (годная деталь). Если качество операции неудовлетворительное, то S1 12=1, маркер попадает в позицию р32, где производится запись а8=α20 (брак), далее – на выход сети.
В случае сбоя ( 1=1) открывается переход t31, и маркер попадает в позицию р33. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ11, а также в СМ производится запись а8:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t35 попадает на выход сети.
Если перед началом работы TO1/УК1 обнаружен двойной брак ТО1 (в двух предыдущих циклах),  11 = 1, то маркер через открытый переход t32 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
11 = 1, то маркер через открытый переход t32 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
Если перед началом работы TO1/УК1 обнаружено отсутствие детали в Я8 конвейера К2, и не было двойного брака ТО1 в предыдущих циклах, маркер через t28 (φ11 =1) пропускается на выход сети без запуска TO1/УК1.
Сеть N6 (II уровня) для управления ТО2:
 | |||
| |||


 |
При наличии детали в ячейке Я14 конвейера К3 брака ТО2 в двух предыдущих циклах подряд, φ12φ2 = 1, маркер через переход t36 попадает в позицию р36, инициируя работу TO2.
После отработки TO2 анализируется наличие сбоя. При отсутствии сбоя S1=1, маркер через t37 проходит в р37, при этом в СМ производится запись а8:=α1.
В случае сбоя ( 1=1) открывается переход t40, и маркер попадает в позицию р39. При этом оператору выдается сигнал А1 об аварии в ТО2 и значения переменных S1 и φ12, а также в СМ производится запись а14:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t41 попадает на выход сети.
Если перед началом работы TO1/ обнаружен двойной брак ТО1 (в двух предыдущих циклах), 12 = 1, то маркер через открытый переход t37 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
Если перед началом работы TO1/УК1 обнаружено отсутствие детали в Я14 конвейера К2 маркер через t39 (φ12  =1) пропускается на выход сети без запуска TO2.
=1) пропускается на выход сети без запуска TO2.
|
 |


 | |||
| |||




 |
При наличии годной детали в ячейке Я17 конвейера К3 и отсутствии брака ТО2 в двух предыдущих циклах подряд, φ12φ3 = 1, маркер через переход t42 попадает в позицию р41, инициируя работу УК2.
После отработки УК2 анализируется наличие сбоя и качество операции. При отсутствии сбоя и удовлетворительном качестве S1X15=1, маркер через t44 проходит в р42, при этом в СМ производится запись а17:=α21 (годная деталь). Если качество операции неудовлетворительное, то S1  15=1, маркер попадает в позицию р43, где производится запись а17=α20 (брак), далее – на выход сети.
15=1, маркер попадает в позицию р43, где производится запись а17=α20 (брак), далее – на выход сети.
В случае сбоя ( 1=1) открывается переход t46, и маркер попадает в позицию р44. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ12, а также в СМ производится запись а17:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t50 попадает на выход сети.
Если перед началом работы УК2 обнаружен двойной брак ТО2 (в двух предыдущих циклах), 12 = 1, то маркер через открытый переход t47 попадает в р44, инициируя действия, описанные для случая сбоя, без запуска агрегата УК2.
Если перед началом работы УК2 обнаружено отсутствие детали в Я17 конвейера К3, и не было двойного брака ТО1 в предыдущих циклах, маркер через t28 (φ12  =1) пропускается на выход сети без запуска УК2.
=1) пропускается на выход сети без запуска УК2.
Сеть N14 (III уровня) для описания простейших действий ТО1/УК1:
 | |||
 | |||
Сеть N15 (III уровня) для описания простейших действий ТО2:
 |
Сеть N16 (III уровня) для описания простейших действий УК2:
 | |||
 | |||
|
|
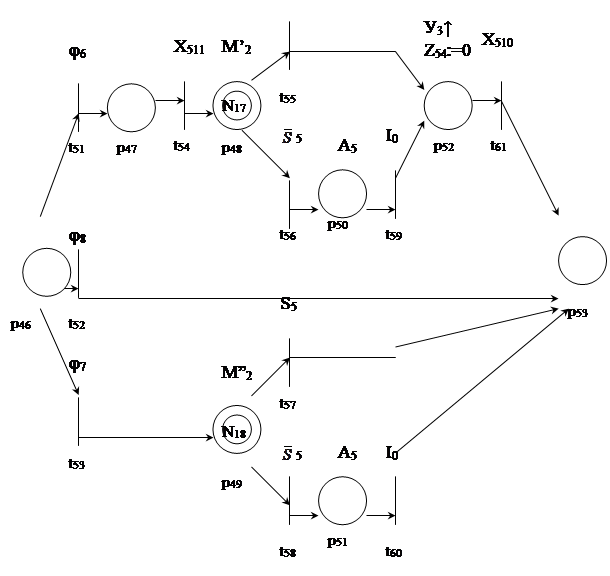 |
При φ6 = 1 (Я5 конвейера К2 – пустая) маркер через переход t52 проходит на выход сети, не вызывая работу манипулятора М2.
Если в последней ячейке Я11 конвейера К2 – годная деталь, то φ6 = 1, и через t51 маркер попадает в р47. При этом включается электромагнит на опускание упора У3. После ответа датчика Х511=1 маркер проходит в р48, инициируя М2 на переноску годной детали в накопитель Н2. В случае сбоя  5 = 1, в р50 обрабатывается аварийная ситуация. При отсутствии сбоя S5=1 (и после аварийного пуска) маркер попадает в р52, где отключается электромагнит, и управляемый упор У3 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х510 = 1.
5 = 1, в р50 обрабатывается аварийная ситуация. При отсутствии сбоя S5=1 (и после аварийного пуска) маркер попадает в р52, где отключается электромагнит, и управляемый упор У3 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х510 = 1.
Нижняя ветвь сети реализует работу М2 по переноске брака в накопитель Н1. Отличие состоит в том, что во время переноски бракованной детали нельзя убирать (опускать вниз) упор У1. Поэтому нижняя ветвь состоит только из работы манипулятора, описываемой сетью III уровня N18, и проверки качества работы (с аварийной остановкой РКК в случае сбоя).
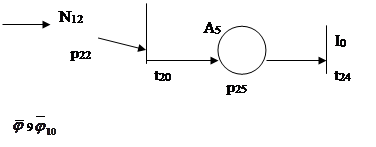
Сеть N17 (III уровня) для описания простейших действий М2 представлена на следующей странице.
Верхняя ветвь этой сети описывает простейшие действия М’2 по переноске годной детали в накопитель Н2 и соответствующие сигналы СУ.
Нижняя ветвь служит для контроля времени выполнения операции. Структурно и функционально сеть N17 подобна сетям N11 и N14.
Сеть N18, описывающая движение М”2 (по переноске брака в накопитель Н1), отличается от сети N17 отсутствием необходимости возврата манипулятора в исходное среднее положение (так как исходным является положение над Н1), и проверкой на среднее положение при движении вправо (а не на крайнее правое). В остальном же функционирует аналогично. Эта сеть также приведена на следующей странице.
|
|
 |
При φ5 = 1 (Я4 конвейера К1 – пустая) маркер через переход t63 попадает в позицию р56, где первой ячейке конвейера К2 присваивается нулевое значение. После этого маркер проходит на выход сети, не вызывая работу манипулятора М1 (этот такт манипулятор простаивает).
Если в последней ячейке Я4 конвейера К1 имеется деталь, то φ4 = 1, и через t62 маркер попадает в р55. При этом включается электромагнит на опускание упора У1. После ответа датчика Х411=1 маркер проходит в р57, инициируя М1 на переноску детали с конвейера К1 на конвейер К2. При отсутствии сбоя S4=1 в позиции р58 производится переписывание информации из а6 в а13. В случае сбоя  4=1, в р59 обрабатывается аварийная ситуация, после чего маркер всё равно попадает в позицию р58. Далее в р60 отключается электромагнит, и упор У1 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х410 = 1.
4=1, в р59 обрабатывается аварийная ситуация, после чего маркер всё равно попадает в позицию р58. Далее в р60 отключается электромагнит, и упор У1 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х410 = 1.
Сеть N10, описывающая движение манипулятора М”1 к конвейеру К3, аналогична сети N9.
Сети N19, N20 простейших движений М’1 и М”1 аналогична сети N18 движения М”2.
|
из
5.00
|
Обсуждение в статье: Проследим последовательно все ветки дерева управления РКК. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы